| Исходное сообщение |
Вопросы начинающегоИгорь:
Добрый день, уважаемые господа.
Приобрели рефлектометр (Гамма лайт).
До этого опыта работы с подобными устройствами не имели.
Решили потренироваться "на кошечках".
Имеем рабочий участок. Кабель 800м. В нем несколько "серых" волокон. На участке есть одна сварка.
Пытаемся сделать замер. Ожидаемый результат - длина участка порядка 800м и одно событие на линии.
Однако, получаем вот такую картину green-black_1310.sor
Как интерпретировать полученные результаты?
Что делаем не так?
PS. Замеры производились на двух разных волокнах и обоих частотах (1310, 1550). Результат везде (+/-) одинаков.
И еще вопрос.
Вот два замера:
rfg_1310нм_2.0км_00035.sor
rfg_1310нм_2.0км_00035_PC.sor
1-й - это автозамер с самого прибора.
2-й - замер с ПК с помощью OTDR View.
Почему скачки (неоднородности) на первой рефлектограмме начинаются примерно на 400м, а на второй в районе 200?
Спасибо
 Дмитрий Сергеев: Дмитрий Сергеев:
День добрый, Игорь!
Во всех присланных вами рефлектограммах на лицо одна характерная картина - большое ослабление импульса при прохождении из рефлектометра в волокно и обратно. Основная причина такого - грязное соединение рефлектометра с патчкордом и(или) патчкорда с линией.
Возможно, просто плохое соединение - недокрученный FC-коннектор.
Почистите спиртом феруллы патчкорда и разъемы прибора и разъем со стороны линии. Нужно это делать аккуратно, желательно безворсовыми салфетками, чтобы не поцарапать феруллы. Кстати, чистить разъемы нужно перед каждой серией измерений.
Игорь:
Добрый день, Дмитрий.
Обычный медицинский спирт подойдет (мы его используем при сварках)?
(безворсовые салфетки имеются)
Дмитрий Сергеев:
Да, конечно подойдет.
Игорь:
Дмитрий, смотрите.
Схема включения такова:
ГаммаЛайт. Затем патч-корд FC-SC. Затем переходник (адаптер) SC-SC. И следом SC-пигтейл, вваренный непосредственно в волокно.
Прибор новый (по крайней мере, я надеюсь что новый). патч-корд FC-SC - тоже новый.
Остался только переходник и SC-пигтейл. Торец этого пигтейла протерли безворсовой салфеткой, смоченной в спирте.
Патч-корд FC-SC чистить - не знаю - нужно ли? Новый же. FC-разъем на приборе - ума не приложу как можно чистить. Да и опять же, прибор-то новый!
… Прошу прощения.
Похоже, проблема была в не до конца вставленном FC-коннекторе.
Теперь, вроде, больше похоже на правду:
зел_черн_2км_1310_64нс.sor
Хотя, все-равно на трассе не видно места разварки. Это значит что там идеально все разварено? Вообще, должны быть видны на рефлектограммах места разварок?
Спасибо.
Дмитрий Сергеев:
Игорь, очень хорошо, что вы разобрались.
Чистить нужно все коннекторы. По поводу того, как чистить разъем на приборе, нужно сделать круглую палочку, на нее намотать безворсовую салфетку так чтобы на торце тоже была ткань, и вот этим тканным торцом чистить ферулл в разъеме. Впрочем, продаются такие специальные чистящие палочки.
По поводу последней снятой рефлектограммы, очень даже приличная рефлектограмма! Как я понял вы сделали автоматический анализ, и он, к сожалению, не увидел сварку. Авто-анализ штука тонкая и настраиваемая, видимо, рефлектограмма шумновата. Как я понял, вы выставили разрешение 20см. и время усреднений 10сек. Попробуйте поставить разрешение не самое максимальное, скажем 0.8м, и время усреднений хотя бы 30сек - 1мин.
Однако, на вашей рефлектограмме сварку хорошо видно глазом, при растяжке, можно зафиксировать это событие вручную.
Игорь:
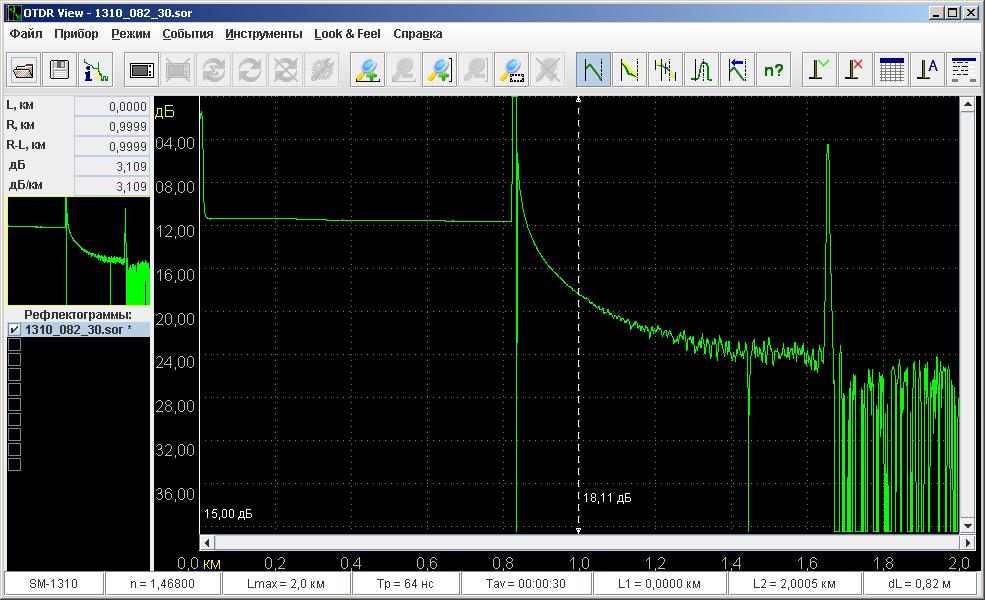
А так?
1310_082_30.sor
Да, интуитивно я догадался нажать на кнопку с литерой "А" для получения хоть каких-то данных в таблице.
Но, к сожалению, не хватает знаний (ни теоретических, ни практических)для работы с подобным софтом и подобными приборами. Я понимаю, что параметров, с которыми можно играться довольно много. И интуитивно, перебирая значения, разобраться не выйдет. Есть ли какая литература, своего рода easy start, которая помогла бы научиться пользоваться данным софтом и прибором с максимальной эффективностью? Я так и не понял что нужно сделать для того, чтобы визуально увидеть эту сварку.
Спасибо за уделяемое внимание. Очень приятно, когда разработчик не оставляет тебя один на один с девайсом.
Дмитрий Сергеев:
Да, последняя рефлектограмма лучше остальных. Но, авто-анализ, так и не нашел сварку. К сожалению, автоматический анализ не идеален, и некоторые события на рефлектограмме не распознаются. Тем не менее, на глаз эти события видны, и можно измерить их параметры вручную, расставляя курсоры.
Не самая удачная линия, для «тренировки на кошках» - маленькое затухание на сварке (т.е. хорошая сварка). Для тренировки я бы выбрал несколько соединенных разъемами катушек или кусков линий, можно плохие линии. Основные моменты работы с прибором описаны в руководстве по эксплуатации.
Что касается хорошей обучающей литературы, своей пока у нас нет. Могу посоветовать хорошую теоретическую книжку: А.В. Листвин, В.Н. Листвин "Рефлектометрия оптических волокон".
Наша фирма всегда рада помочь измерителем, в различных вопросах. Мы проводим выездные семинары по нашим приборам. Ежегодно мы участвуем в выставке "Связь-Экспокомм". На любом таком мероприятии вы можете подойти к нам, и мы с радостью расскажем о работе приборов. Если возникнут какие-либо трудности или вопросы, пишите сюда, либо мне на почту. С радостью вам помогу.
Игорь:
Спасибо, Дмитрий, за приглашение.
Но, до вас очень далеко :).
Если позволите, я тогда еще задам один вопрос.
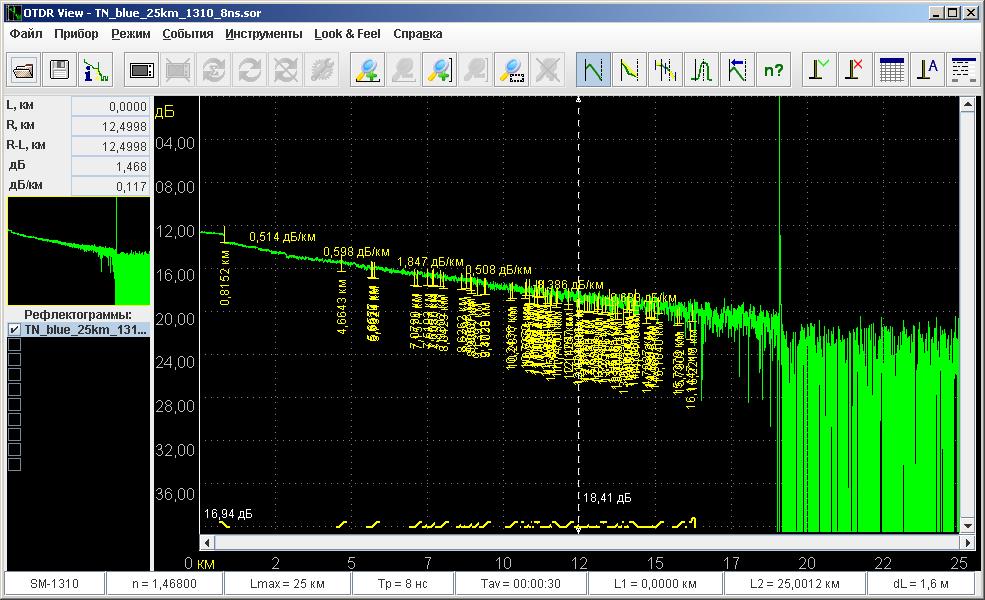
Вот трасса 20км участка.
TN_blue_25km_1310_8ns.sor
Подскажите, как правильно ее прочитать?
Какие параметры лучше выставить при замерах?
На какие моменты обращать внимание?
Использовать ли авто-режим?
В авто-режиме программно найдено уж очень много событий. На какие из них обращать внимание? Честно говоря, смысл "усиления найденного программно" мне вообще не понятен. Какое там на линии может быть усиление?
Вообще, основная задача, кот. нужно решать при помощи этого прибора - нахождение обрыва кабеля, а также точек, требующих переварки. Как это сделать наиболее эффективным способом?
В общем, буду рад любым рекомендациям по работе с данным прибором.
Спасибо.
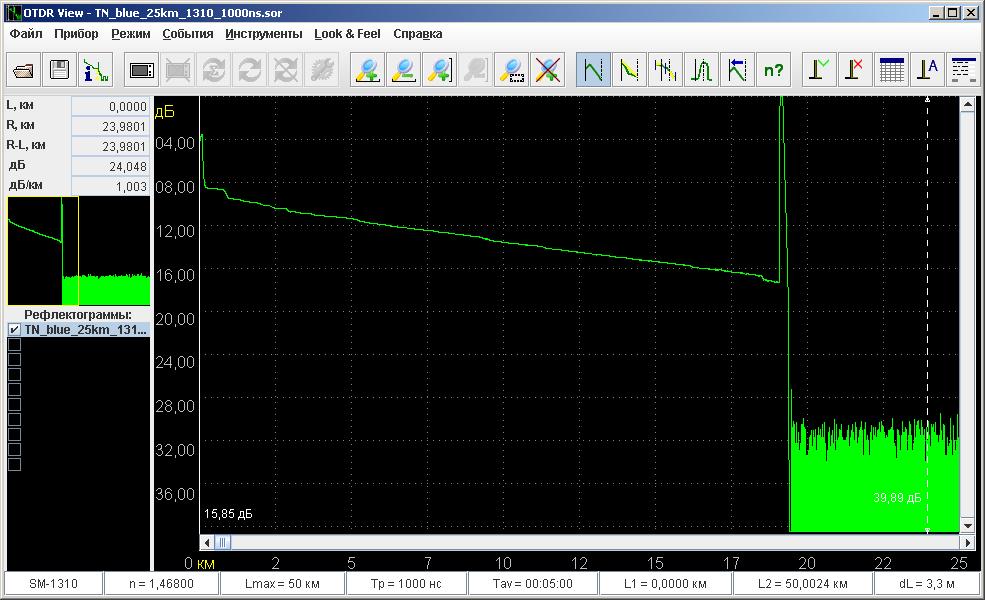
Выставил длительность импульса 1000нс.
TN_blue_25km_1310_1000ns.sor
Авто-кнопку не нажимал.
Дмитрий Сергеев:
Перечислю основные моменты при работе прибором:
1. Выставлять диапазон нужно, как минимум, в два большим чем длина линии. Например, длина линии около 1км, диапазон нужно выставить 2км, а лучше 5км.
2. Чем больше измеряемая линия, тем большую длительность импульса нужно выставлять. Например, на линии 1км импульс 32нс, а на линии 25км импульс 1000нс а лучше 2000нс.
3. Чем больше количество или время усреднений, тем более четкую(менее шумную) рефлектограмму мы получаем. Вообще для качественных рефлектограмм рекомендуется усреднять не менее минуты(или в разах не менее 16384)
Лучше не применять автоматический анализ на шумных рефлектограммах.
Для распознования событий у нас в приборе сделана очень удобная функция "Смарт-маркер". Вы вручную подводите курсор к очевидному глазом событию, нажимаете специальную кнопку в окошке. И все - мини анализ этого события произведен, оно занесено в таблицу событий.
Об этой функции подробно рассказано в нашем ролике http://www.youtube.com/watch?v=8wNw6WGaiPU.
Что касается событий на рефлектограмме с усилением, то такое бывает при сварке волокон с разным показателем преломления. Очень много про это написано в разных теоретических книгах.
Вообще, для анализа таких событий применяют метод двустороннего тестирования линии. Этот метод тоже у нас реализован в приборе см. здесь
Игорь:
Спасибо.
Будем тренироваться.
Еще вопрос. Как, все-таки, распознать событие (сварку?). По каким критериям? Это должен быть резкий (почти 90°) спад на графике? На какие параметры (и их значения) обращать внимание.
Вот, к примеру. Есть трасса (не знаю какая лучше для восприятия, выкладываю несколько замеров с разным импульсом):
1310_10_32ns.sor
1310_10_64ns.sor
1310_10_128ns.sor
1310_10_256ns.sor
1310_10_512ns.sor
У нас с ней проблема. 100Мбитные конверторы работают нормально, а вот 1Гб SFP модули взлетать не хотят ни в какую. Где искать проблему? Как ее идентифицировать?
На 820-м метре находится механическое соединение. Т.е., два SC-коннектора через адаптер. Какие параметры считать нормой для подобных соединений? Может именно в этом месте "собака порылась"?
Спасибо.
Дмитрий Сергеев:
Игорь, вы сняли достаточно хорошие рефлектограммы.
Сварка на любой рефлектограмме выглядит не как спад уровня под прямым углом, а как плавный спад уровня, длительностью равной длительности импульса, вот наглядный скриншот
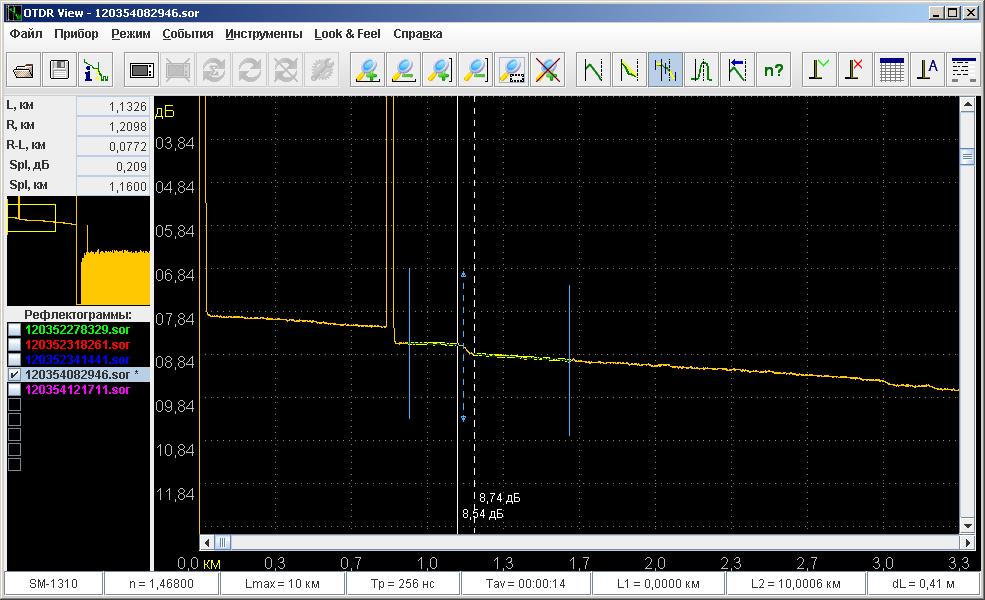
Как бы один наклонный участок лежит чуть ниже другого наклонного участка, и между ними плавный короткий спад.
Что касается проблемы с "поднятием одного гигабита" на этой линии, я думаю ваши догадки верны. Проблема в разъемном соединении SC-SC от него очень большое отражение, и большой спад уровня. Скорее всего он или очень грязный или неплотное соединение. Почистите там все как следует. После этого не должно быть такого большого отражения. На рефлектограмме сейчас это отражение даже зашкаливает - есть на его вершине участок насыщения. После прочистки зашкаливание этого отражения должно исчезнуть, и должен зажить "гигабит" :-)
Хотел бы дополнить свой ответ. Что касается критериев качества сварок и линии в целом. Насколько я знаю, сейчас в России нормально допустимой считается сварка с затуханием не более 0.5дБ. Хотя, у каждого провайдера свои нормативы и допуски по параметрам. Большинство современных сварочных аппаратов в автоматическом режиме сваривают с затуханием максимум несколько сотых децибелла. Это нужно «постараться» чтобы сделать такую сварку.
Один из важных параметров оценки качества линии – это общее затухание в линии. Оно определяется по двум курсорам, как разность уровней в начале рефлектограммы и в конце. Исходя из этого значения, и подбираются медиа-конвертеры по мощности и чувствительности, чтобы «пробить» такое расстояние с данным затуханием.
Еще один параметр, характеризующий качество линии – коэффициент отражения. Он измеряется на отражающих событиях. Чем меньше это значение, тем лучше. Отражение порядка -40дБ считается большим. Физически этот параметр означает, какая часть мощности оптического импульса прошедшего через линию отражается от события(от разъема) и идет в обратном направлении, к источнику излучения. Такие отраженные импульсы негативно сказываются на работе лазера медиа-конвертера.
Игорь:
>допустимой считается сварка с затуханием не более 0.5дБ
Мы стараемся варить с затуханием 0.02-0.04дБ по данным со сварочного (уж не знаю на сколько они правдивы). В редких случаях (на небольших участках) да 0.08. Т.е., мы имеем 10-тикратный запас?
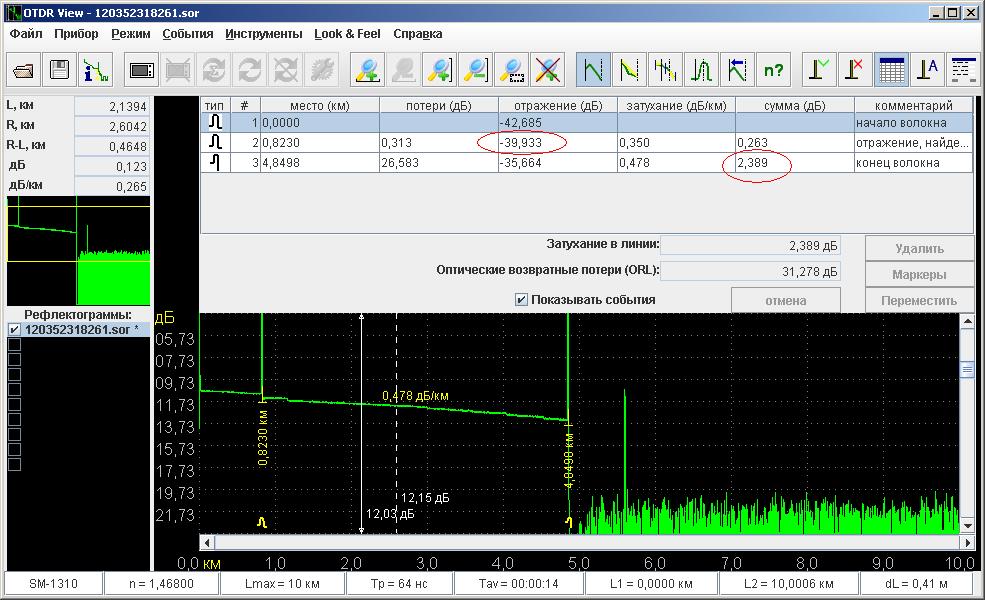
>Оно определяется по двум курсорам
В каких местах на рефлектограмме нужно выставлять курсоры? Какую точку считать началом, а какую концом волокна?
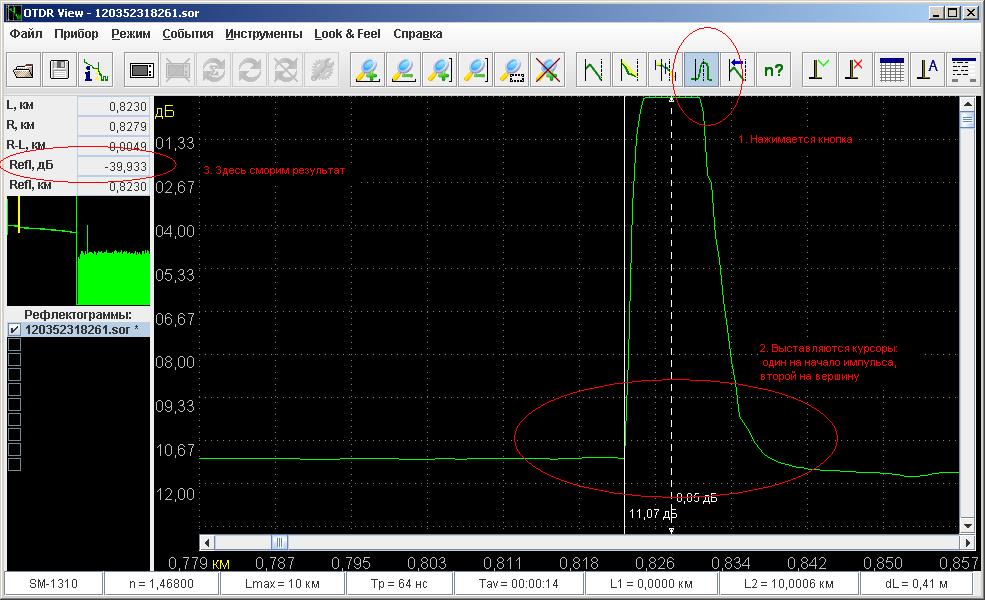
>Он измеряется на отражающих событиях.
Какова методика замера отражающих событий?
Если можно, последние 2 вопроса проиллюстрировать на последних рефлектограммах.
Спасибо
Дмитрий Сергеев:
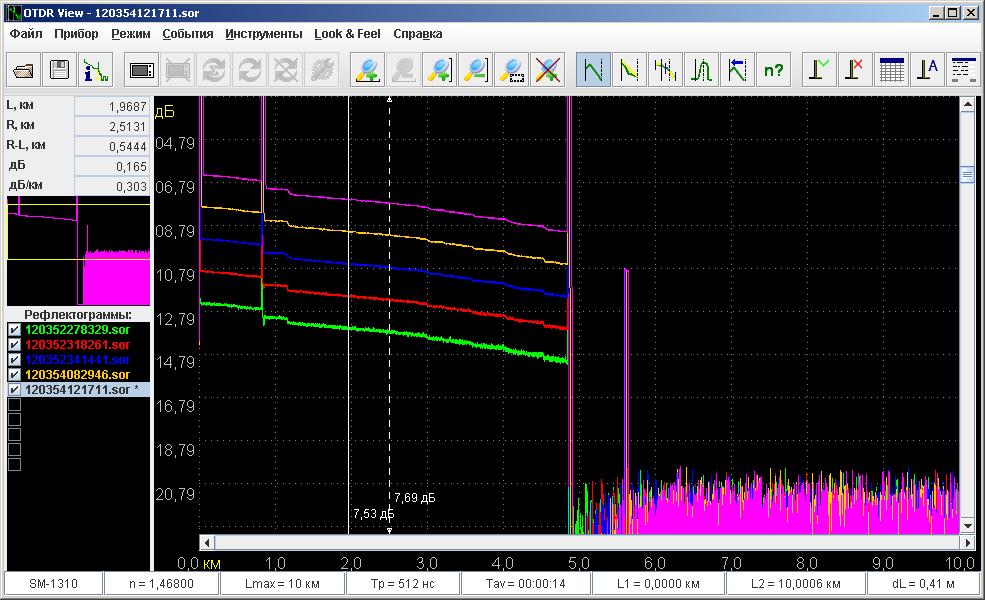
Конечно, то значение, которое показывает сварочник после сварки соединения, близко к истине, но на него полагаться не следует, ведь оно определяется косвенным образом. Лучше промерять рефлектометром методом двустороннего тестирования.
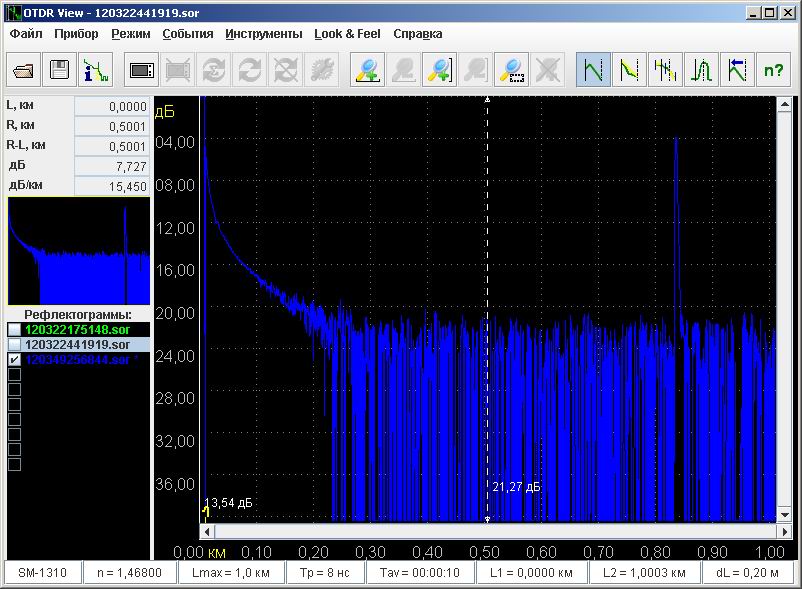
Привожу наглядный пример измерения общих потерь:
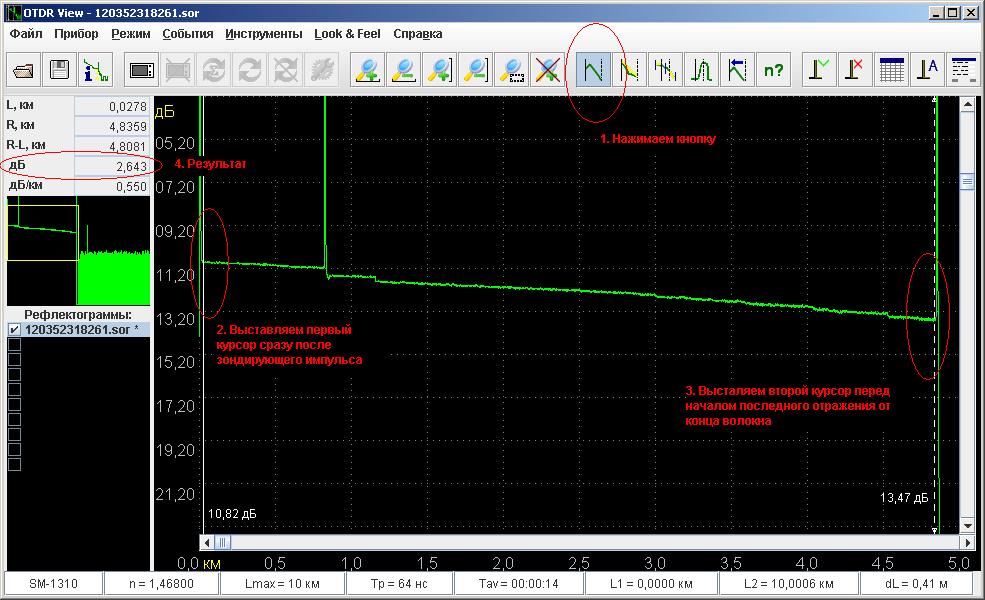
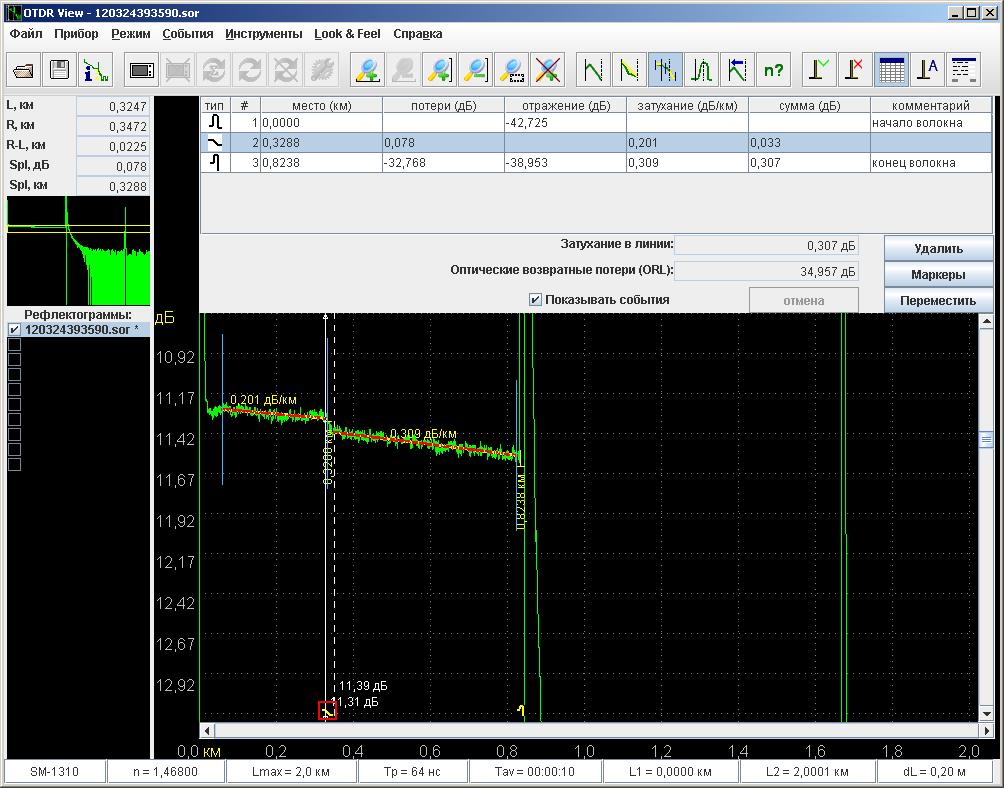
Пример как измерять отражающие события:
Еще можно все эти параметры более удобно получить. После анализа рефлектограммы все события заносятся в таблицу, из которой все видно:
Игорь:
Огромное спасибо, Дмитрий.
Начинает, потихоньку, проясняться.
Вы, действительно, правы. Проблема именно в том участке.
Вот замеры другого волокна, на котором 1Гб поднимается без проблем.
nez24_1313_256ns.sornez24_1550_256ns.sor
|



